Chapa cortada fora de esquadro. Dobra que não fechou o ângulo do desenho. Rebarba que exigiu acabamento manual antes da montagem. Quem compra serviços de processamento de aço inox conhece esses problemas. E sabe que eles não aparecem no orçamento inicial: aparecem na linha de produção, na forma de retrabalho e atraso.
Corte a plasma CNC: geometrias complexas com precisão
O corte a plasma CNC de alta definição é indicado para chapas de maior espessura e para geometrias complexas. Contornos curvos, furos internos, recortes fora do padrão. O processo entrega bordas com acabamento limpo, sem contaminação da zona de corte, e as peças saem livres de rebarba após lixamento. Para lotes de peças conforme desenho, o CNC elimina variação entre peças e garante repetibilidade dimensional.
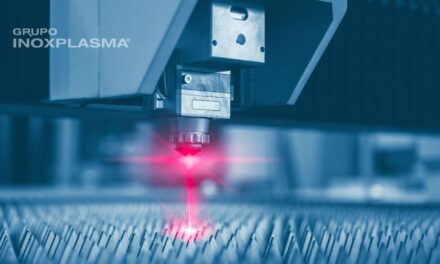
Corte a laser: tolerancias de ate 0,03 mm
O corte a laser é indicado quando a tolerância exigida é mais estreita, dependendo da espessura do material. Com mesa de trabalho de 3.000 x 1.500mm, é possível executar cortes de grande formato com acabamento próximo ao de usinagem. Além do aço inox, o laser corta alumínio, bronze e materiais não condutores como couro, celeron e madeira.
Guilhotina hidráulica: eficiência em cortes retos de grande volume
Para cortes retos em grandes volumes, a guilhotina hidráulica com comando numérico é o processo mais eficiente. Com capacidade para chapas de até 6 metros por 13mm de espessura, o equipamento entrega peças com alta precisão dimensional. O sistema de corte em tesoura preserva o acabamento superficial do material, sem prensagem que possa marcar a chapa.
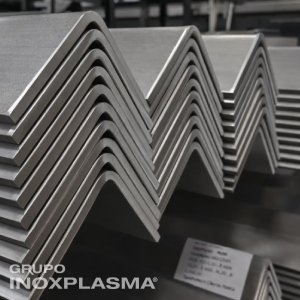
Dobra: controle de ângulo e retorno elástico
A dobra de chapas inox exige conhecimento específico do material. O aço inox tem módulo de elasticidade diferente do aço carbono, o que significa que o retorno elástico após a dobra é mais pronunciado. Sem compensação adequada, o ângulo final da peça fica fora da especificação.
Com equipamentos hidráulicos de alta capacidade, é possível controlar esse comportamento e entregar dobras dentro da tolerância do projeto. Isso é crítico em peças com múltiplas dobras ou em projetos onde o acúmulo de desvios impacta a montagem do conjunto.